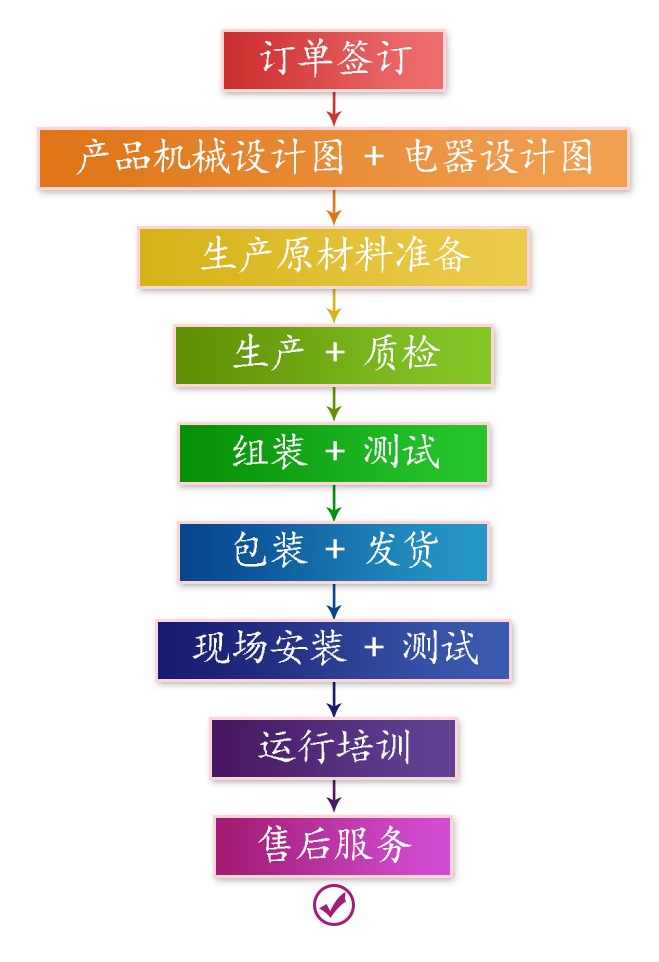
每个游乐设备订单签订前要对该订单进行评估:
订单评估:
1、评估客户的订单各项条款是否合法、合规。
2、评估企业自身技术团队的能力,能不能支持这个订单的设计和生产
3、评估企业的生产装备和质检能力,是否满足订单产品的生产需要。
4、评估企业的生产安排,是否能够保证订单产品按时间、按质量的交付产品。
签订订单之后要进行订单的生产安排:
1,召开订单技术会议,对订单产品进行技术分析,技术交底和技术图纸资料的全面准备;
2,对订单产品的生产情况进行分析,合理安排生产条件(场地、设备、装备、人员等);
3,对订单产品的原材料和标准件安排采购;
二、技术准备
根据游乐设备订单要求,准备相应的机械、电气、外观的技术资料,组织生产人员、机械技术人员、电气技术人员共同评审,形成技术方案,根据具体技术方案在生产过程中分步骤实施:
机械技术
- 根据订单技术要求修改三维模型和机械结构,并对传动系统重新进行计算分析、安全评估,确保技术设计符合客户要求和当地的客观环境要求,比如气温、湿度、降水、风速等。
- 根据技术方案组织生产技术人员对机械加工工艺进行改进,在保证产品质量的前提下降低加工难度和成本,形成产品工艺加工方案。
- 根据技术资料和技术方案绘制图纸、编写材料单,与生产、工艺、质检部门进行对接下一步工作。
电气技术
- 根据订单技术要求修改电气控制流程图、电路原理图和整机线路图,以及主要电气元件选型和安全评估;
- 根据电气技术要求,绘制电气图纸、编写电气材料单、整理电控柜布局图纸,跟生产、采购、质检部门对接下一步工作。
外观方案
1、新的外观模型根据订单要求,需要重新进行电脑三维设计、3D打印模型、开模、然后按照流程制作玻璃钢外观装饰件,按订单要求的颜色喷漆,安装装饰灯组。
2,如果选用已有的外观模型,则按照流程制作玻璃钢外观装饰件,按订单要求的颜色喷漆,安装装饰灯组。
三、生产原材料准备
生产原材料的准备包括采购各种钢材原料、外加工原料、电气元器件等,及时供应各种生产原材料是保证订单按时交付的重要环节。
1,根据订单要求和材料单,确定采购清单:钢板、方管、矩形管、圆钢等型材;螺栓、螺母、销轴、轴承等标准件;变压器、断路器、继电器、电力电缆等电气产品。
2,根据订单要求必须采购符合当地标准的原材料,如:所有订单必须采购符合中国国标的品牌型号,出口订单要可以根据客户要求,采购符合欧标、美标的品牌型号。不得采购使用非标电气产品。
3,需要外加工(比如:热镀锌、热处理、激光切割)的原材料,应及时对接供应商生产、并做好质检。
四、生产以及质检
游乐设备生产过程质量控制游乐游乐游乐设备生产前制定质量计划,制定控制点、检验项目、检验内容及检验方法,在产品的生产过程中按照质量计划的要求,逐步、逐项地进行检验,确保生产过程中即可发现存在的质量问题,保证设备的质量安全。车间的生产过程质量检验具体方案如下:
1、原材料入库检验:所有原材料进货时均要求供货商提供材质报告。所有材料进厂后,由仓库管理人员召集质检、技术及生产部相关人员对材料进行验收,验收合格后方可办理入库手续,验收不合格办理退货手续。
2、热处理质检:重要的销轴及部件按照技术文件和图纸的要求进行热处理。对热处理合格后的重要轴类,逐一进行硬度检测,并做好硬度检测数据。硬度不符合要求的作为不合格品处理。
4、机加工件及精度检验:由数控机床和激光切割机等设备生产图纸要求的所有钢铁结构件,制作完成后由质检员逐一进行精度检验并做好记录。
6、机械原件生产及质检:在钢铁结构件加工完成后,按照图纸及技术要求进行焊接,生产过程中,质检员核对精度是否符合要求,经检验合格后才能使用。
5、重要焊缝无损检测:按照图纸和技术文件的要求,对重要的部件焊缝进行无损检测,确保符合技术安全要求
五、组装测试
1.机械原件组装、玻璃钢外观原件组装、电气控制柜组装
在游乐设备原材料备好之后,生产部门将依据技术部出具的机械图纸进行机械铁件部分的组装,并在每个铁件连接处标上编号,便于有需要的客户自行组装,另外销售人员需跟进生产和技术部门共同制作安装图解,便于客户自己安装的同时也有利于客户自行处理一些简单的售后。机械部分组装好之后进行玻璃钢部分的组装,玻璃钢连接部分要平滑无裂痕。电气工程师依据技术部门出具的电路图进行电控柜的组装。


2.整机载荷相关试验与测试
游乐设备进行空载\满载\偏载试验,并作实测记录:
a) 游乐设备的启动、换向停机、制动和安全联锁等动作,均应正确、灵敏、可靠;
b) 整机应运行正常.不准许有爬行和异常的振动、冲击、发热及声响;
c)各传动部件应平稳,无异常振动、窜动、冲击、噪声、永久变形和磨损,轴承温升及油箱油温不得超过游乐设备设计规定的最高温度;
d)各种仪表应工作正常;
e)润滑、液压、气动等辅助系统的工作应正常,无渗漏现象;
f)零部件及其连接应牢固可靠,不准许有永久变形和损坏现象;
3. 重要调试内容应包括但不限于:安全束缚装置检查、绝缘测试、电流、电压测试、接地测试、安全联锁装置、限位开关调整到位、应急停机、动力电源断电、应急疏导试验。
a) 无损检测
重要轴(销轴)、重要结构件焊缝无损检测抽查结果应符合标准与设计要求。测试方法:试验前后需要重点检测的焊缝和可拆卸检验的重要轴,无损检测结果应符合技术标准要求。
b) 液压、气动系统过压保护试验
模拟液压、气动系统压力过载。检查当动力源工作压力大于1. 2倍额定工作压力时,油压、气压系统的过压保护装置是否能起到保护作用。
c) 电气联锁控制试验
设计和标准有要求的,检查电气系统及其联锁装置是否符合以下要求: .
(1)游乐设备的每个单项动作能单独手动控制:
(2)不操作电铃按钮,游乐设备不能启动;
(3)气动系统欠压时,游乐设备不能启动:
(4)安全压杠与启动联锁的,任何-个安全压杠没有压好都不能启动;
(5)多车轨道类游乐设备轨道分为若干区间,每个区间内同一时刻只能有一辆车运行;
(6)安全压杠在失电状态的为闭锁状态;
(7)检修状态时,游乐设备不能启动。


d) 紧急事故开关试验
在游乐设备运行条件下,按下、松开紧急事故开关,并且手动复位开关,试验次数不少于3次。检查样机的运行控制是否符合以下要求:
(1) 按下紧急开关,游乐游乐设备应当停止运行,对于不允许立即停止的设备,当按下“急停”时应按设计动作执行;
(2)复位不应引起重新启动;
(3)紧急事故开关只能 手动复位。
e) 速度、角度等运行参数测试
要求:最大速度的测试值与设计计算值的偏差在10%至5%之间,确保游乐设备运行速度符合国家安全标准。

六、包装发货
清单标签:确定发货清单,发货时仔细核对确保无漏发;并打印相应数量的标签在发货前粘贴在表面,让客户进行区分。
装车发货:预定船只,安排拖车到工厂装货;在装车过程中,要合理摆放,做好固定,避免在运输中晃动损坏;装车过程中,要拍照记录,尽量做到每个部件都要记录到,后期如有问题,可以查看。
外贸订单商检报关:生成相关商检报关文件,获取通关单号,件数与重量需与生产部门核对,金额与财务部门确认;报关资料与通关单号打包提供给货运代理进行报关;提单信息与客户确认无误;开船后制作产地证,与提单保持一致,惠普产地证需要给客户邮寄原价。


七、现场安装及测试
现场安装流程:
1、安装准备:根据当地法律法规的要求,把准备施工的游乐设备基本情况告知当地监管部门,办理相关文件。
2、基础检查:检查地基是否符合设计图纸要求,是否符合安装条件要求,清理基础附近的杂物。
3、游乐设备开箱检查:打开设备包装,检查设备是否在运输过程中损坏。
4、游乐设备安装:按照施工方案的要求,对设备机械部分进行连接和安装。
5、游乐设备电气连接:按照电气图纸的要求,对电气线路进行连接。
6、游乐游乐设备调试:检查设备的运行情况,测量主要技术参数是否符合图纸及技术文件要求,测量电气数据如:电流、电压、绝缘电阻、接地电阻等,检查设备运行过程中是否有异响等。
现场测试:
安装调试完成后对游乐设备进行空载、偏载、满载试运行测试。空载试运行累积不低于8个小时。偏载试运行累积不低于0.5小时,满载试运行累积不低于80小时(每天不超过8小时),试运行期间设备出现故障时,排除故障后重新开始计时。